
A bucket elevator is a vertical conveying system that lifts bulk materials from a lower point to a higher one using a continuous loop of buckets attached to a belt or chain. In grain handling, it is almost always called a grain leg. Bucket elevators are one of the most important pieces of equipment in any grain storage and handling system. They move large volumes of grain quickly and gently while taking up very little floor space. This guide covers how bucket elevators work, what types exist, what they can and cannot handle, how to size one correctly, and what to look for when choosing a system. Agri-Systems has been designing and installing complete grain handling systems across the Midwest for decades, and this guide reflects that hands-on knowledge.
What Is a Bucket Elevator?
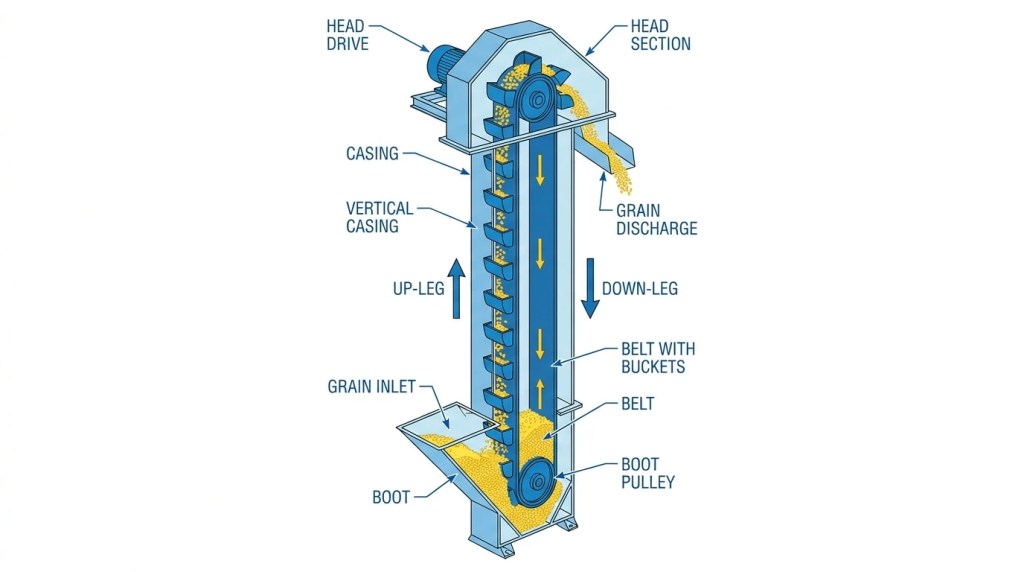
A bucket elevator is a machine designed to move bulk materials straight up. It consists of a series of buckets mounted on a continuous belt or chain that rotates between a head pulley at the top and a boot pulley at the bottom. Grain enters the system at the boot section at ground level, gets scooped into the buckets, is carried upward through an enclosed vertical casing, and is discharged at the top into spouting, distributors, or storage bins. The process repeats continuously as long as grain is being fed in and the drive is running.

Why Farmers Call It a Grain Leg
In agricultural grain handling, bucket elevators are almost always called grain legs. The name comes from the tall vertical structure that resembles a leg rising from ground level up to the top of the grain handling system. A grain leg is typically the central piece of equipment in any farm or commercial grain facility. Every bushel of grain that moves through a system, whether going into a bin, coming out of a bin, or passing through a dryer, usually passes through the grain leg at some point. When a grain leg goes down during harvest, the entire operation stops. Nothing else in the system can do what it does.
What Makes Bucket Elevators Different from Other Conveyors
Other conveying equipment like augers, drag conveyors, and belt conveyors move grain horizontally or at a moderate incline. A bucket elevator moves grain straight up. This vertical movement is what makes it irreplaceable in grain handling. A grain leg allows a facility to lift grain high enough to distribute it by gravity to multiple bins, dryers, or truck loading systems without the inefficiency of long inclined runs or multiple transfer points.
Key Components of a Bucket Elevator
Head Section
The head section sits at the very top of the elevator. It houses the head pulley or sprocket that drives the belt or chain and causes it to rotate. As buckets pass over the head pulley, grain is thrown outward into the discharge chute by centrifugal force or guided out by the shape of the preceding bucket. The head section also houses the drive motor and gear reducer that power the entire system. Access doors allow operators to inspect the discharge area and check for wear on the pulley and buckets.
Boot Section
The boot section is the loading point at the bottom of the elevator. Grain enters the boot through a receiving inlet from a dump pit, drag conveyor, or auger. The buckets scoop grain from the boot pool and begin moving upward. The boot also contains the boot pulley or sprocket and a take-up assembly that allows belt or chain tension to be adjusted. A flooded boot, where grain is fed in faster than the buckets can carry it away, puts extra strain on the belt and drive and is one of the most common causes of mechanical problems in grain legs.
Casing and Trunk
The casing is the enclosed vertical housing that runs between the boot and the head. It keeps grain contained during transport, prevents dust from escaping, and protects the belt, chain, and buckets from weather and debris. Casings are typically made from galvanized or painted steel and are divided into the up-leg where loaded buckets travel upward and the down-leg where empty buckets return to the boot.
Belt or Chain
The belt or chain is the continuous loop that carries the buckets. Belts are the most common choice in grain handling because they run quietly, handle grain gently, and perform well across a wide range of temperatures and conditions. Chains are used in heavier-duty applications or when handling very abrasive or high-temperature materials that would damage a belt. Static-conductive belts are available for grain handling environments where grain dust creates a fire or explosion risk, and using the correct belt type in those environments is not optional.
Buckets
The buckets are the individual scoops that collect grain at the boot and carry it to the top. They are bolted directly to the belt or chain at regular intervals. Bucket size and spacing determine how much grain the elevator can carry per minute. For grain handling, buckets are typically made from high-density polyethylene or steel. Worn or cracked buckets reduce capacity, increase spillage, and can damage other buckets when broken pieces circulate through the system.
Drive Assembly and Take-Up
The drive assembly powers the head pulley and keeps everything moving. It consists of an electric motor connected to a gear reducer that steps the motor speed down to the appropriate belt or chain speed. Most modern grain legs include a backstop device that prevents the belt from reversing direction when the drive stops, which would otherwise dump grain back through the boot. The take-up assembly in the boot section allows belt or chain tension to be adjusted as the equipment wears in over time. Too little tension causes slippage at the head pulley. Too much tension puts unnecessary stress on bearings and shortens belt life.
Discharge Chute and Spouting
Once grain is thrown out of the buckets at the head section, it enters the discharge chute and flows by gravity into the connected spouting system. The spouting directs grain to wherever it needs to go, whether that is a grain bin, a grain dryer, a distributor, a truck loading spout, or another leg in a multi-leg system.
How a Bucket Elevator Works Step by Step
Step 1 — Grain Enters the Boot. Grain arrives at the boot section from a dump pit, drag conveyor, or auger. The inlet is positioned so grain falls directly into the path of the buckets. In a properly designed system, the inlet flow rate matches the elevator capacity so the buckets fill consistently without flooding or starving the boot.
Step 2 — Buckets Scoop the Grain. As the belt or chain moves through the boot, each bucket passes through the grain pool and scoops up a measured amount. The speed of the belt and the size and spacing of the buckets determine how many bushels per hour the elevator can move.
Step 3 — Grain Is Carried Upward. The loaded buckets travel upward through the up-leg of the casing. Grain stays in the buckets held by gravity and bucket shape as the belt carries it toward the head. The enclosed casing keeps grain contained and limits dust during this phase.
Step 4 — Grain Is Discharged at the Head. As each bucket passes over the head pulley, centrifugal force throws the grain forward into the discharge chute. The head pulley speed is set so that grain leaves each bucket in a clean arc that lands in the discharge throat without hitting the back wall of the head section.
Step 5 — Empty Buckets Return. After discharge, empty buckets travel down the down-leg back to the boot to collect the next load. This cycle repeats continuously as long as grain is being fed in and the drive is running.
Types of Bucket Elevators
Centrifugal Bucket Elevators
Centrifugal bucket elevators operate at higher belt speeds and use centrifugal force to throw grain out of the buckets at the head. Buckets are spaced further apart on the belt, which allows each bucket to fill cleanly from the boot pool. Centrifugal elevators are the standard choice for most grain handling applications because they handle large volumes quickly and work well with free-flowing crops like corn, soybeans, and wheat.
Continuous Bucket Elevators
Continuous bucket elevators run at lower speeds with closely spaced buckets. Grain is fed into the buckets from a loading chute rather than being scooped from a boot pool. At the head, the preceding bucket guides grain out more gently. This handling makes continuous elevators better suited for fragile materials or seed crops where minimizing kernel damage is a priority. For standard feed corn, soybeans, and wheat, centrifugal elevators remain the correct choice.
Belt Bucket Elevators
Belt bucket elevators mount buckets on a continuous rubber or synthetic belt. This is the most common configuration in grain handling because belts run quietly, require less maintenance, and handle grain gently. New belts stretch during the first hours of operation and require take-up adjustment at initial startup.
Chain Bucket Elevators
Chain bucket elevators mount buckets on one or two continuous steel chains. Chain configurations handle heavier loads and more abrasive materials than belts but require regular lubrication and more frequent maintenance. In grain handling, chain elevators are typically used in large commercial facilities handling very high tonnages or material that would accelerate belt wear.
Centrifugal vs. Continuous and Belt vs. Chain
Factor | Centrifugal | Continuous |
Belt speed | Higher | Lower |
Bucket spacing | Wider apart | Closely spaced |
Loading method | Scooped from boot pool | Fed from loading chute |
Best for | Free-flowing grains, high volume | Fragile or specialty materials |
Common in grain handling | Yes — standard choice | Less common |
Factor | Belt | Chain |
Cost | Lower | Higher |
Noise | Quieter | Louder |
Maintenance | Lower | Higher — requires lubrication |
Best for | Standard grain handling | Heavy loads, abrasive materials |
Common in grain handling | Yes — standard choice | Large commercial facilities |
For most Midwest grain operations handling corn, soybeans, or wheat, centrifugal belt bucket elevators are the standard and correct choice. Continuous or chain configurations add value only in specific situations where standard designs fall short.

What Materials Can a Bucket Elevator Handle?
Bucket elevators handle virtually any dry, free-flowing bulk material. In grain handling this includes corn, soybeans, wheat, barley, oats, sorghum, sunflower seeds, dried distillers grains, pelletized feed, and fertilizers. The one consistent limitation is wet, sticky, or sludge-like materials. These do not discharge cleanly from the buckets, build up inside the boot, and quickly cause capacity and mechanical problems. Grain that is excessively wet at harvest should be moved carefully through the system and dried promptly to avoid boot flooding and belt strain.
Key Benefits of Bucket Elevators in Grain Handling
Bucket elevators offer several advantages that make them the standard choice for vertical grain movement in farm and commercial operations across the Midwest:
- Minimal floor space. A grain leg lifting corn 100 feet into the air occupies only the footprint of its casing, typically 12 to 18 inches square. An inclined auger covering the same vertical distance would require several hundred feet of horizontal floor space that most facilities simply do not have.
- High capacity. Farm-scale grain legs commonly handle 5,000 to 15,000 bushels per hour. Commercial legs can move 50,000 bushels per hour or more, keeping pace with high-speed combines during peak harvest periods.
- Gentle grain handling. When designed correctly and running at the appropriate belt speed, bucket elevators handle grain with minimal cracking or kernel damage, which matters for grain quality at the elevator and for seed corn where kernel integrity affects germination rates.
- Dust containment. The enclosed casing keeps grain dust contained during transport, reducing airborne dust around the facility and lowering the fire and explosion risk that comes with grain dust accumulation in open areas.
- Low maintenance per bushel moved. Compared to augers that wear rapidly with abrasive grain contact, bucket elevators have a lower maintenance cost per bushel moved over the life of the equipment when properly maintained and not overloaded.
Limitations and Safety
Wet or sticky grain creates discharge problems and buildup in the boot. Very light or dusty materials may require additional dust control. The initial installation cost of a properly designed bucket elevator system is higher than a simple auger setup, though the long-term cost per bushel handled justifies the investment in most grain operations.
A single mechanical failure in a bucket elevator can take the entire grain handling system offline because the grain leg is usually the central routing point. Keeping critical spare parts on hand including spare belts, spare buckets, and drive components reduces the risk of extended downtime during harvest.
Grain dust is combustible and can accumulate inside the casing, at the boot, and in the head section during high-volume operation. Using static-conductive belts, keeping the casing clean, and avoiding conditions that allow excessive dust buildup all reduce the risk of ignition. The backstop device that prevents belt reversal is a critical safety feature. Any service or maintenance work on a grain leg should follow proper lockout procedures before anyone enters or works near moving components.
Maintenance
Keeping a bucket elevator in peak condition through a long harvest season requires attention to several key areas:
- Belt tension. Check at startup and after the first few hours of operation because new belts stretch during break-in. Continue checking periodically through the season, especially after any unplanned stops or restart events.
- Bucket inspection. Inspect all buckets at least once per season before harvest begins. Look for cracks, missing pieces, and loose bolts. A single broken bucket can damage others and cause spillage that builds up in the boot.
- Bearing lubrication. Lubricate head and boot pulley bearings on the manufacturer’s schedule. Bearing failure is one of the most common causes of unexpected grain leg downtime during harvest. Keeping a lubrication log takes minutes and prevents failures that can cost hours.
- Boot cleaning. Clean the boot at the end of each season to remove grain residue that can attract insects and rodents or create moisture problems during the off-season.
- Drive belt condition. Check drive belts connecting the motor to the head shaft for wear and proper tension annually or more frequently in high-volume operations. A slipping drive belt reduces capacity, generates heat, and accelerates wear on both the belt and drive sheaves.
How to Size a Bucket Elevator?
The capacity of the grain leg must keep pace with the incoming grain flow from all connected sources. Most system designers recommend sizing the grain leg at 1.5 to 2 times the peak expected demand to provide a buffer for wet harvest conditions and future equipment upgrades. The height of the grain leg determines how grain gets distributed at the top. The leg needs to be tall enough to gravity-flow grain to the highest bin inlet in the system with enough elevation above that point for spouting slopes and distributor placement. Getting the height right before ordering equipment is the most important design decision in the entire grain handling system.
What Does a Bucket Elevator Cost?
Cost varies widely depending on capacity, height, brand, and whether the project is a new installation or an upgrade. Installation cost including foundation, structural support, spouting connections, and electrical work adds a meaningful amount on top of equipment cost alone. The best way to get an accurate number is to work with a supplier who reviews your system requirements and provides a written estimate before any commitments are made. Agri-Systems provides detailed estimates for every bucket elevator and grain handling project before work begins.
Bucket size and spacing, belt speed, and the specific grain being handled all affect capacity. Engineers use bulk density of the grain, desired throughput, and discharge height to calculate the correct combination. Working with an experienced supplier who uses AutoCAD system drawings and engineering software is the most reliable way to get the sizing right the first time.
How Bucket Elevators Fit Into a Complete Grain Handling System
A bucket elevator does not operate in isolation. In a typical grain facility, grain arrives from the field and enters through a dump pit or drag conveyor receiving system. From there it moves to the boot of the grain leg. At the top, a distributor routes grain to whichever bin, dryer, or destination is needed. After drying, grain may pass through the grain leg again to reach long-term storage bins. When grain is loaded out for sale, it moves from the bins through unloading sweeps and bin unloading systems back to the boot of the grain leg and up to the truck loading spout.
Every connected piece of equipment, including dump pits, drag conveyors, distributors, grain bins, grain dryers, bin unloading systems, and spouting, needs to be sized to work together with the grain leg at the center. The capacity of the weakest link in the chain limits the entire system. A 15,000 bushel per hour grain leg connected to an 8,000 bushel per hour receiving system runs at 8,000 bushels per hour. Designing all components to the same capacity standard is the mark of a well-engineered grain handling system.
Bucket Elevators At Agri-Systems
Agri-Systems is a third-generation grain storage and handling company based in Litchfield, Minnesota, serving farm and commercial operations across Minnesota, Wisconsin, Iowa, Illinois, North Dakota, South Dakota, and beyond. Bucket elevators are supplied from Schlagel, Brock, Sukup, Honeyville, Chief, and S-M Howell. Every installation starts with a custom AutoCAD system layout and includes options for size, capacity, boot and trunk type, pulley and cup type, and finish. Visit Agri Systems or call 800-246-6094 to get started.



